Edelstahl-Nickel-ansässige Legierungs-Berufsmetallcasting Hastelloy C276 für Marineausrüstung EB3532

Monel ist die allgemeine Bezeichnung für eine Gruppe niedrige Castings des Nickels und Nickellegierungen, hauptsächlich bestanden aus Nickel und Kupfer, mit kleinen Mengen Eisen, Mangan, Kohlenstoff und Silikon. Stärker als reines Nickel, Monel-Legierungen sind gegen Korrosion durch viele Mittel, einschließlich schnell flüssiges Meerwasser beständig. Verglichen mit Stahl, ist Monel sehr schwierig maschinell zu bearbeiten, da er sehr sich schnell verhärtet. Er muss mit langsamen Geschwindigkeiten und niedrigen Vorschubzahlen gedreht werden und bearbeitet werden.
Qualitäts-Niveau: Gemäß der nationalen Standard- u. internationalen Standards.
Sortiert verfügbares: Gemäß Ihrer Zeichnungen.
Einsatzbereich: Dichtung, Lagermanschette, Pumpenwelle, seeling Ring, Abnutzung gaskt, Lagerbuchse, heiße Verdrängungswürfel, DampfTurbinenschaufel, Lebensmittelverarbeitungsindustrie, Ventiltor, Ventilbrett, Dichtungsring, zahnmedizinische Industrie.
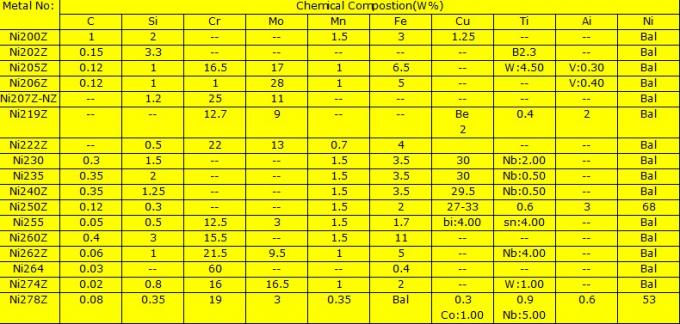
Materieller Grad:
Pulver, das (PW) schweißt
Verwendet für das Niederlegen der Nickelbasis und -karbids, die Legierungen enthält, ist es auch für Kobaltlegierungen passend, besonders geändert in der Pulverform. Der Prozess ist für das Gegenüberstellen der meisten Stahle, des Kosteneisens, der Nickelbasis und einiger kupferner niedriger Legierungen passend.
Die Pulver, die benutzt werden, sind bei den niedrigeren Temperaturen als Stange angewandt, und der Prozess ist für Anwendungen wie schmale Perlen oder Randaufbau ideal, kleine haltbare Bereiche zur Verfügung zu stellen und für die Oberflächenbearbeitung des Roheisens. Die niedrigere Temperatur ergibt etwas weniger Skalierung und Verzerrung als mit Stangenanwendungen.
Spray und Sicherung (SF)
----Ultrosonic-Spray-Beschichtungsverfahren
Spray und Sicherung ist ein zweistufiger Prozess, die Pulverlegierung, die in Position mit einem Flammspritzung gesprüht wird und dann mit einer Oxyacetylen oder ähnlichen Fackel oder in einem Vakuumofen fixiert ist. Der Prozess benutzt besonders geändertes Kobalt und die Legierungen und Karbid des Nickels niedrige, welche die Grade von Pulvern enthält und legt die glatten, dünnen (I Millimeter bis 3mm) Schichten cobalt alloy- oder DELORO-Legierungen nieder, metallurgisch verpfändet zum Substrat.
Plasmaspritzen
Plasmaspritzen ist für die meisten niedrigen Legierungen des Kobalt, des Nickels und des Eisens, plus eine sehr breite Palette von Keramik, von Zusammensetzungen und von Karbiden passend. Der Prozess wird auf den meisten Materialien verwendet möglicherweise, die durch Strahlen vorbereitet werden können. Ablagerungen sind dünn (0.1mm bis 0.2mm), die hohe Dichte (99% mit der neueren Hochenergieplasmaausrüstung nähernd) und da das Substrat nur leicht erhitzt ist, können mit einem Minimum Verzerrung angewendet werden. Jedoch sind die Beschichtungen nicht Fusion geschweißte Überlagerungen und werden nur mechanisch zum Substrat verpfändet.
Tabelle 1: Standardnickel-Basis-Legierungen
cobalt alloy-Legierungs-Überlagerungs-Schweißen
| Hastelloy C22® (UNS N06022) (Maximum) |
| C |
Mangan |
P |
S |
Si |
Cr |
Ni |
MO |
Co |
F.E. |
W |
V |
| 0,015 |
0,5 |
0,02 |
0,02 |
0,08 |
20.0-22.5 |
Bal. |
12.5-14.5 |
2,5 |
2.0-6.0 |
2.5-3.5 |
0,35 |
| Hastelloy C276® (UNS N10276) (Maximum) |
| C |
Mangan |
P |
S |
Si |
Cr |
Ni |
MO |
Co |
F.E. |
W |
V |
| 0,01 |
1 |
0,04 |
0,03 |
0,08 |
14.5-16.5 |
Bal. |
15.0-17.0 |
2,5 |
4.0-7.0 |
3.0-4.5 |
0,35 |
| Hastelloyx® (UNS N06002) (Maximum) |
| C |
Mangan |
P |
S |
Si |
Cr |
Ni |
MO |
Co |
F.E. |
W |
anderes |
| 0.05-0.15 |
1 |
0,04 |
0,03 |
1 |
20.5-23.0 |
Bal. |
8.0-10.0 |
0.5-2.5 |
17.0-20.0 |
0.2-1.0 |
/ |
| Monel 400® (UNS NO4400) (Maximum) |
|
| C |
Mangan |
S |
Si |
Ni |
Cu |
F.E. |
| 0,3 |
2 |
0,024 |
0,5 |
Minute 63 |
28-34 |
2,5 |
| Monel M400® (UNS NO4400) (Maximum) |
| C |
Mangan |
S |
Si |
Ni |
Cu |
F.E. |
| 0,3 |
2 |
0,024 |
0,5 |
63-70 |
28-34 |
2,5 |
| Monel R405® (UNS NO4405) (Maximum) |
| C |
Mangan |
S |
Si |
Ni |
Cu |
F.E. |
| 0,3 |
2 |
0.025-0.06 |
0,5 |
63.0min |
28-34 |
2,5 |
| Monel K500® (UNS NO5500) (Maximum) |
|
| C |
Mangan |
S |
Si |
Ni |
Cu |
Ti |
AI |
F.E. |
| 0,1 |
2 |
0,01 |
0,5 |
63min |
27-33 |
0,86 |
2.3-3.15 |
2 |
| Inconel 600 (UNS NO6600) (Maximum) |
|
| C |
Mangan |
S |
Si |
Cr |
Ni |
Cu |
F.E. |
|
| 0,15 |
1 |
0,015 |
0,5 |
14-17 |
Minute 72 |
0,5 |
6.0-10.0 |
| Inconel 601 (UNS NO6601) (Maximum) |
| C |
Mangan |
Si |
Cr |
Ni |
Co |
AI |
F.E. |
| 0,05 |
0,3 |
0,2 |
22,5 |
61.5min |
5 |
1,4 |
14,1 |
| Inconel 718 (UNS NO7718) (Maximum) |
| Cr |
Ni |
MO |
Co |
Cb+Ta |
Ti |
AI |
F.E. |
| 19 |
52.5min |
3,05 |
5 |
5,13 |
0,9 |
0,5 |
18,5 |
| Chemische Analyse von uns Incoloy 800® (N08800) |
|
| C |
Cr |
Ni |
Ti |
AI |
F.E. |
Korn |
| 0,1 maximal |
19.0-23.0 |
30.0-35.0 |
0.15-0.6 |
0.15-0.6 |
39.5min |
/ |
| Incoloy800H® UNS (N08810) |
| C |
Cr |
Ni |
Ti |
AI |
F.E. |
Korn |
| 0.05-0.1 |
19.0-23.0 |
30.0-35.0 |
0.15-0.60 |
0.15-0.60 |
39.5min |
5or gröber |
| Incoloy800HT® UNS (N08811) |
| C |
Cr |
Ni |
Ti |
AI |
F.E. |
Korn |
| 0.06-0.10 |
19.0-23.0 |
30.0-35.0 |
0.25-0.60 |
0.25-0.60 |
39.5min |
5or gröber |
Produktionsverfahren
Schritt 1: Erhalten von Aufträgen.
Schritt 2: Prozessentwurf durch technische Abteilung
Schritt 3: Kauf von Rohstoffen und von Muster, die das &checking macht
Schritt 4: Inspektion von Rohstoffen
Schritt 5: Schmelzen durch Mittelfrequenzinduktionsöfen
Schritt 6: Schöpflöffelanalyse nach Spektrometer
Schritt 7: De-Oxidation, Schlackeabbau, klopfend
Schritt 8: Gießen
Schritt 9: Öffnen u. Ordnen
Schritt 10: Oberfläche u. Masskontrolle
Schritt 11: Wärmebehandlung
Schritt 12: Inspektion der physikalischen Eigenschaft (UT-Test, M.Ü.-Test, Härte, Kerbschlagzähigkeit µstructure)
Schritt 13: Verpacken
Schritt 14: Versenden
1. Operations-Erfahrung der Gießerei-18-year.
2. Freundliche u. hohe leistungsfähige technische u. Handelskommunikation.
3. Berufsexport-Praxis: Haben in +60 Überseeländer exportiert.
Unsere Messe
Unser Stand nein 14-A29-5 in Newcast 2015, Deutschland
Hall 14, Stand No.A29-5.
Treten Sie mit uns für weitere Information über Produkte in Verbindung u. halten Sie instand:
Mr.John Liu
Projektleiter
Zelle: 0086-130 930 23772 (was App ist)
Telefon: 0086-188 0059 6372
Fax: 0086-510-6879 2172
E-Mail: cast@ebcasting.com; ebcastings@163.com
Skype Identifikation: julia.zhu26
QQ: 217 039 6403
www.ebcastings.com
Ewiges Glücks-Legierungs-Casting u. Schmieden Co., Ltd.
Fügen Sie. hinzu: J-Sci-Technologie-Park, Binhu-Bezirk, Wuxi, 214122, Jiangsu, China

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!